Électroérosion à fil : procédé, applications et quand la choisir
Qu'est-ce que l'électroérosion à fil ?
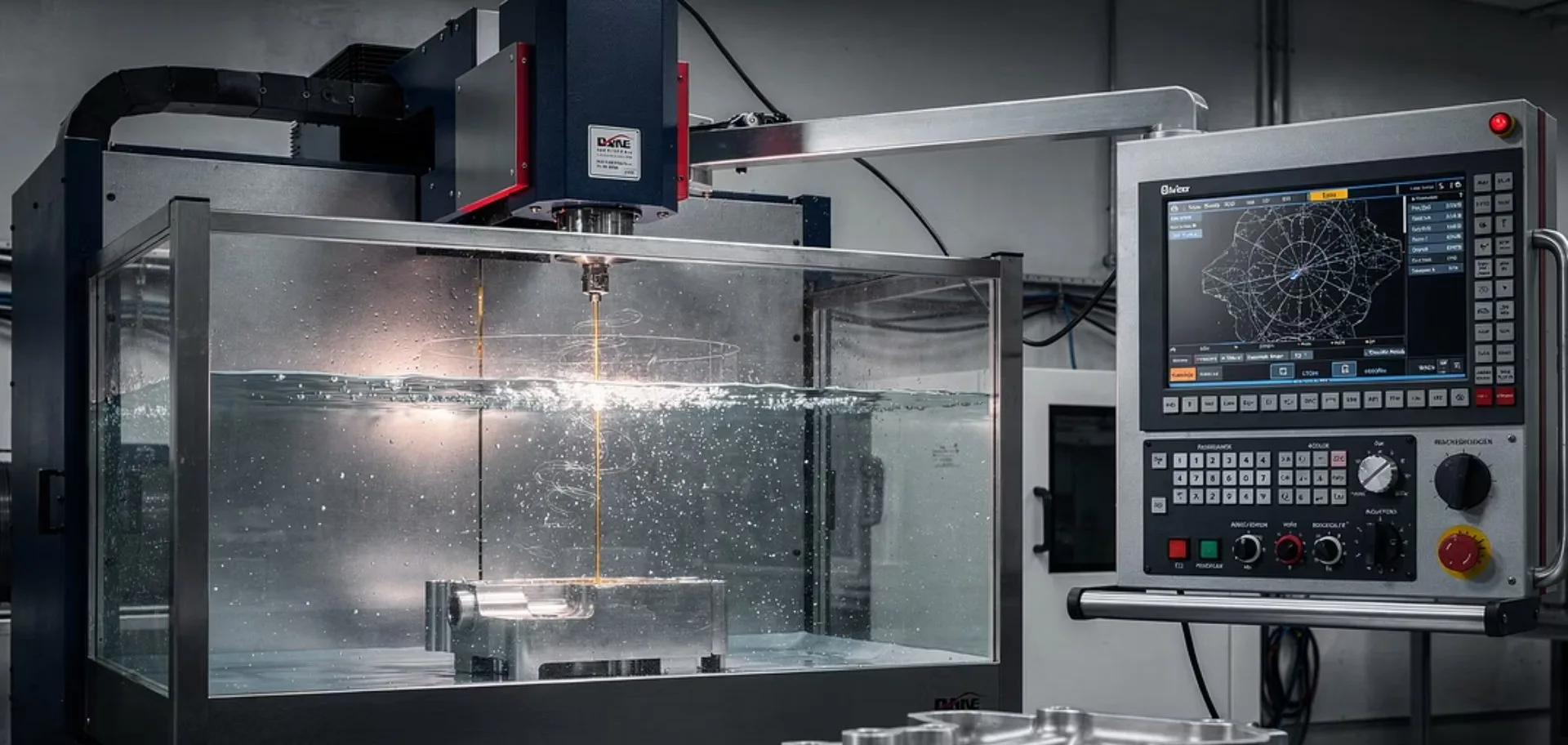
L'électroérosion à fil (wire EDM) est un procédé d'usinage non conventionnel qui utilise un fil conducteur fin pour découper des pièces métalliques au moyen de décharges électriques contrôlées. Le fil — généralement en laiton de 0,25 mm de diamètre — traverse la pièce immergée dans de l'eau désionisée (fluide diélectrique), générant des milliers d'étincelles par seconde qui érodent le matériau sans contact mécanique.
L'absence de forces de coupe est la caractéristique déterminante de ce procédé : pas de déformation de la pièce, pas de contraintes résiduelles et aucune limitation liée à la dureté du matériau. Tout métal conducteur — acier trempé, carbure de tungstène, titane, aluminium, cuivre — peut être découpé avec la même facilité.
Chez MECVIL, l'électroérosion à fil complète notre service d'usinage CNC pour la fabrication d'outillages, de matrices et de pièces de haute précision nécessitant des géométries impossibles à obtenir par fraisage conventionnel.
Tolérances et état de surface
L'électroérosion à fil offre un niveau de précision qui dépasse celui de l'usinage CNC conventionnel dans des applications spécifiques :
| Paramètre | EDM à fil | Fraisage CNC | Rectification |
|---|---|---|---|
| Tolérance typique | ±0,005 mm | ±0,025 mm | ±0,005 mm |
| Tolérance maximale | ±0,001 mm | ±0,005 mm | ±0,002 mm |
| Ra surface (standard) | 0,8 – 1,6 µm | 1,6 – 3,2 µm | 0,1 – 0,8 µm |
| Ra surface (avec passes de finition) | 0,1 – 0,4 µm | 0,8 µm (avec HSM) | 0,05 – 0,4 µm |
Avec de multiples passes de finition (_skim passes_), l'électroérosion à fil peut atteindre des états de surface de Ra 0,1 µm, équivalents au polissage, sans nécessiter d'opérations ultérieures. Cela est particulièrement pertinent pour les matrices d'emboutissage et les moules d'injection où l'état de surface de l'outil se transfère directement au produit.
Vous avez besoin de pièces avec des tolérances de ±0,005 mm ou des géométries complexes en acier trempé ?
Demandez un devis et nous évaluerons si l'électroérosion à fil est le procédé optimal pour votre projet.
Quand choisir l'électroérosion à fil plutôt que l'usinage CNC ?
C'est la question clé pour tout directeur technique ou responsable des achats. L'électroérosion à fil ne remplace pas le fraisage CNC ni le tournage CNC : elle les complète dans des situations spécifiques.
Choisissez l'électroérosion à fil lorsque :
- Le matériau est durci ou trempé (>50 HRC) et le fraisage conventionnel ne peut pas le découper efficacement
- La pièce nécessite des angles internes vifs qu'une fraise, de par son diamètre, ne peut pas produire
- Les tolérances exigées sont inférieures à ±0,01 mm et le fraisage ne les garantit pas de manière fiable
- La géométrie inclut des profils fermés complexes (cavités de matrices, poinçons, engrenages)
- Il faut découper des matériaux difficiles comme le carbure de tungstène, l'Inconel ou le titane sans générer de contraintes thermiques
Choisissez l'usinage CNC lorsque :
- La pièce nécessite de grands volumes d'enlèvement de matière (l'EDM est lente : ~300 mm²/min)
- Les tolérances de ±0,025 mm sont suffisantes pour l'application
- Le matériau n'est pas durci et permet des vitesses de coupe élevées
- Des surfaces 3D complexes nécessitant un fraisage 5 axes sont requises
En pratique, de nombreux projets d'outillage combinent les deux procédés : le centre d'usinage CNC réalise l'ébauche et les opérations générales, tandis que l'électroérosion à fil complète les profils de précision, les cavités fermées et les ajustements fins après la trempe.
Matériaux compatibles
L'électroérosion à fil fonctionne avec tout matériau conducteur d'électricité :
- Acier à outils trempé (H13, D2, M2, A2) : l'application la plus fréquente. Découpe après traitement thermique sans altérer la dureté ni la structure métallurgique.
- Acier inoxydable (304, 316, 17-4 PH) : sans risque de durcissement superficiel comme c'est le cas avec le fraisage.
- Carbure de tungstène : impossible à usiner efficacement par des méthodes conventionnelles ; l'EDM le découpe sans problème.
- Titane et superalliages (Ti-6Al-4V, Inconel 718) : sans les forces de coupe ni la chaleur de l'usinage conventionnel.
- Aluminium et cuivre : tolérances atteignables jusqu'à ±0,001 mm grâce à leur bonne conductivité.
- Graphite : utilisé pour les électrodes d'EDM par enfonçage, le graphite peut être mis en forme par EDM à fil.
La limitation principale est que le procédé ne découpe pas les matériaux non conducteurs : céramiques, plastiques ni composites sans charge conductrice.
Applications industrielles
L'électroérosion à fil est indispensable dans les secteurs où la précision de l'outillage détermine la qualité du produit final :
- Matrices d'emboutissage : poinçons et matrices pour l'emboutissage de tôle, avec des profils complexes et des ajustements au centième
- Moules d'injection : inserts de moule avec canaux de refroidissement, cavités à géométrie libre et surfaces de joint
- Outillage de fabrication : chez MECVIL, nous fabriquons des gabarits de montage, des dispositifs de fixation CNC pour l'usinage de l'aluminium et des outillages de contrôle avec contrôle dimensionnel, tous nécessitant des géométries réalisables par électroérosion
- Engrenages et cannelures : profils de dentures intérieures impossibles à fraiser
- Composants aérospatiaux : profils d'aubes de turbine, tuyères et composants structurels en alliages haute température
- Composants médicaux : implants et instruments chirurgicaux avec des tolérances de l'ordre du micromètre
L'électroérosion dans un projet intégral
L'électroérosion à fil n'est pas un procédé isolé. Dans un projet clé en main de machines spéciales, elle s'intègre dans le flux de production aux côtés d'autres procédés :
- 1.[Ingénierie](/fr/servicios/ingenieria) définit la géométrie de l'outillage en optimisant la fabricabilité
- 2.Usinage CNC ébauche la pièce et usine les surfaces accessibles
- 3.Traitement thermique durcit le matériau à la dureté spécifiée
- 4.Électroérosion à fil découpe les profils de précision sur le matériau déjà trempé
- 5.[Montage](/fr/servicios/montaje) intègre l'outillage dans la machine ou la ligne de production
- 6.Vérification par mesure tridimensionnelle pour confirmer les tolérances
Chez MECVIL, nous réalisons ce flux complet dans nos installations de 10 500 m², avec une équipe de +110 professionnels et les certifications ISO 9001, CEPYME500 et EcoVadis. La capacité de combiner usinage CNC jusqu'à 20 mètres, soudage industriel, électroérosion et montage électromécanique sous un même toit permet d'optimiser le flux de chaque projet et de réduire les délais de livraison.
Vous avez besoin d'outillage de précision combinant usinage CNC et électroérosion ?
Chez MECVIL, nous fabriquons gabarits, matrices et outillages avec la combinaison de procédés adaptée à votre pièce. Contactez notre équipe technique pour évaluer votre projet.


