Lavorazione CNC a 5 assi: vantaggi, applicazioni e criteri di scelta
Il 62 % dei produttori industriali sta adottando sistemi multiasse per migliorare la precisione e ridurre i tempi di attrezzaggio. La lavorazione CNC a 5 assi consente di lavorare geometrie complesse in un unico piazzamento, eliminando gli errori di riposizionamento e accorciando i tempi di consegna. In questa guida vi spieghiamo che cos'è, quando conviene e come valutare se si tratta della tecnologia più adatta al vostro progetto.
Che cos'è la lavorazione CNC a 5 assi?
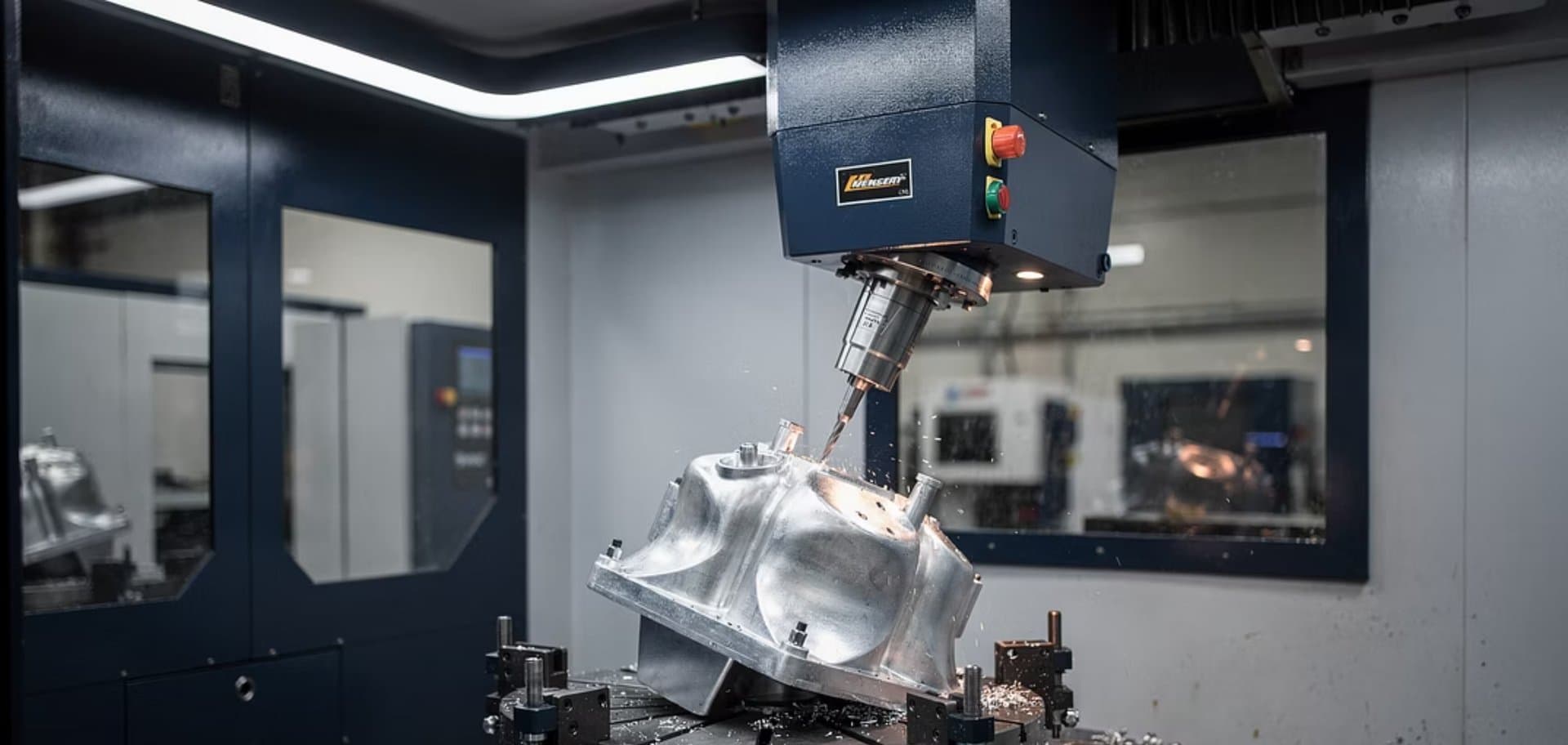
Un centro di lavorazione CNC convenzionale a 3 assi muove l'utensile lungo gli assi X, Y e Z. Un CNC a 5 assi aggiunge due assi di rotazione (generalmente A e B), il che permette di attaccare il pezzo da qualsiasi angolazione senza doverlo smontare.
Esistono due modalità principali:
- 3+2 assi (posizionamento indicizzato): gli assi rotativi fissano un orientamento e la macchina lavora come un 3 assi in quella posizione. Ideale per pezzi con più facce piane.
- 5 assi simultanei: tutti e cinque gli assi si muovono in modo coordinato durante il taglio. Necessario per superfici a forma libera, pale di turbina o impianti medicali.
| Parametro | 3 assi | 3+2 assi | 5 assi simultanei |
|---|---|---|---|
| Assi di movimento | X, Y, Z | X, Y, Z + A, B (indicizzati) | X, Y, Z + A, B (continui) |
| Piazzamenti per pezzo complesso | 3-6 | 1-2 | 1 |
| Tolleranza tipica | ±0,02 mm | ±0,01 mm | ±0,005 mm |
| Geometrie realizzabili | Prismatiche, 2,5D | Multifaccia, angoli | Forma libera, cavità profonde |
Per approfondire i tipi di centri di lavoro disponibili, consultate il nostro articolo sui centri di lavoro CNC.
Vantaggi della lavorazione a 5 assi rispetto a quella a 3 assi
Piazzamento unico ed eliminazione degli errori
Ogni riposizionamento di un pezzo su un centro a 3 assi introduce un errore cumulativo di allineamento. Con la lavorazione CNC a 5 assi, il pezzo viene lavorato completamente in un unico piazzamento. Secondo i dati di settore, questo riduce i tempi di attrezzaggio dal 50 % al 70 % ed elimina le interruzioni di flusso nel 63 % dei casi.
Tolleranze più strette
Un centro a 5 assi simultanei raggiunge tolleranze di ±0,005 mm come standard nelle applicazioni aeronautiche e fino a ±0,001 mm per componenti critici in titanio. Ciò è possibile perché l'utensile mantiene costantemente l'angolo di attacco ottimale, riducendo la deflessione e migliorando la ripetibilità. Potete consultare le norme ISO applicabili nella nostra guida sulla lavorazione di precisione e le tolleranze.
Risparmio sulle attrezzature e sul costo totale
Sebbene la tariffa oraria di un centro a 5 assi sia dal 30 al 50 % superiore rispetto a un'apparecchiatura a 3 assi, il costo totale del progetto risulta generalmente inferiore:
- Riduzione del 60-90 % dei costi di attrezzaggio grazie all'utilizzo di dispositivi di fissaggio universali.
- Risparmio del 40-60 % sui costi di preparazione eliminando i montaggi multipli.
- Diminuzione del 25-35 % del tempo ciclo per i pezzi complessi.
Migliore finitura superficiale
Potendo orientare l'utensile in modo continuo, si evitano i segni tipici delle passate a 3 assi sulle superfici curve. Il risultato è una finitura superficiale superiore che, in molti casi, elimina le operazioni di lucidatura successive.
3+2 assi vs 5 assi simultanei: quale vi occorre?
Non tutti i pezzi richiedono un CNC a 5 assi simultanei. Il sistema 3+2 è più accessibile e copre un'ampia gamma di applicazioni.
Scegliete 3+2 assi quando:
- Il pezzo presenta più facce piane o superfici inclinate con angoli definiti.
- Le tolleranze richieste rientrano nell'intervallo di ±0,01 mm.
- Il volume di produzione giustifica una programmazione CAM più semplice.
Scegliete 5 assi simultanei quando:
- La geometria comprende superfici a forma libera, cavità profonde o contorni continui.
- Sono necessarie tolleranze inferiori a ±0,005 mm.
- La finitura superficiale deve essere uniforme su tutto il pezzo senza operazioni aggiuntive.
- Si lavorano materiali difficili (titanio, Inconel) dove l'angolo di attacco ottimale è determinante.
In MECVIL disponiamo di centri di lavoro a 5 assi simultanei per geometrie complesse, integrati da fresatrici a bancale fisso fino a 20 metri per pezzi di grande formato.
Applicazioni per settore industriale
La lavorazione a 5 assi è indispensabile nei settori in cui la complessità geometrica e le esigenze di tolleranza sono elevate.
Aeronautica e difesa
Componenti strutturali in alluminio aeronautico, attrezzature di montaggio e parti di motore con geometrie a doppia curvatura. Le tolleranze abituali oscillano tra ±0,005 mm e ±0,01 mm. MECVIL produce attrezzature aeronautiche e profili strutturali in alluminio per questo settore.
Automotive
Stampi di imbutitura, attrezzature di controllo e prototipi funzionali. La lavorazione a 5 assi consente di lavorare cavità complesse in un unico piazzamento, riducendo i tempi di sviluppo dei nuovi modelli.
Ferroviario
Componenti di carrelli, supporti strutturali e pezzi di grande dimensione che coniugano i requisiti di formato con la complessità geometrica delle superfici di contatto.
Macchinari speciali
In MECVIL, la lavorazione a 5 assi è un processo abituale all'interno dei nostri progetti chiavi in mano: basamenti di macchine, carter di riduttori e componenti di linee automatizzate che richiedono una lavorazione completa in un'unica operazione.
Avete bisogno di lavorazione a 5 assi per il vostro progetto?
Richiedete un preventivo e il nostro team tecnico analizzerà la geometria del vostro pezzo per determinare il processo ottimale.
Specifiche tecniche e tolleranze
Tolleranze dimensionali raggiungibili
| Classe di tolleranza (ISO 2768) | 3 assi | 5 assi simultanei |
|---|---|---|
| Media (m) | ±0,1 mm | ±0,1 mm |
| Fine (f) | ±0,05 mm | ±0,05 mm |
| Molto fine | ±0,02 mm | ±0,005 mm |
| Critica (pezzi aero) | Non fattibile | ±0,001 mm |
Materiali e comportamento nella lavorazione a 5 assi
- Alluminio: velocità di taglio elevate (fino a 20.000 giri/min). Ideale per componenti strutturali leggeri. MECVIL lavora profili in alluminio aeronautico e ferroviario.
- Acciaio inossidabile: richiede un controllo preciso dell'angolo di attacco per evitare l'incrudimento per deformazione. La lavorazione a 5 assi garantisce condizioni di taglio costanti.
- Titanio e Inconel: materiali a bassa conducibilità termica. La lavorazione a 5 assi consente di utilizzare utensili più corti e rigidi, migliorando l'evacuazione del truciolo.
La combinazione della lavorazione a 5 assi con processi complementari come l'elettroerosione a filo permette di ottenere geometrie e finiture che nessun processo singolo può raggiungere.
Quando scegliere la lavorazione a 5 assi per il vostro progetto?
Utilizzate questa checklist per valutare se un CNC a 5 assi è la soluzione adatta al vostro pezzo:
- 1.Geometria: il pezzo presenta superfici curve, cavità profonde o richiede lavorazione su più di 3 facce.
- 2.Tolleranze: si richiedono tolleranze inferiori a ±0,02 mm nelle zone critiche.
- 3.Finitura: è necessaria una finitura superficiale uniforme senza operazioni successive.
- 4.Materiale: si lavorano leghe difficili (titanio, Inconel, acciaio inossidabile temprato).
- 5.Costo totale: il risparmio su attrezzature e preparazione compensa la tariffa oraria superiore.
- 6.Tempistiche: la riduzione dei piazzamenti accorcia il tempo di consegna complessivo.
Se contrassegnate tre o più punti, la lavorazione a 5 assi è probabilmente la scelta più efficiente. Se ne contrassegnate solo uno o due, un centro a 3 assi o 3+2 potrebbe essere sufficiente. Consultate la nostra guida alla fresatura CNC per una panoramica completa delle opzioni disponibili.
---
MECVIL dispone di centri di lavorazione CNC a 5 assi, supportati da 50 anni di esperienza, certificazione ISO 9001 e stabilimenti di 10.500 m² a Barcellona. Il nostro team tecnico valuta ogni progetto per consigliare il processo che meglio bilancia precisione, tempi e costi.
[Richiedete un preventivo per la lavorazione a 5 assi →](/it/contacto)


