Automated Assembly Lines: Phases, Technologies and Integration
What is assembly line automation
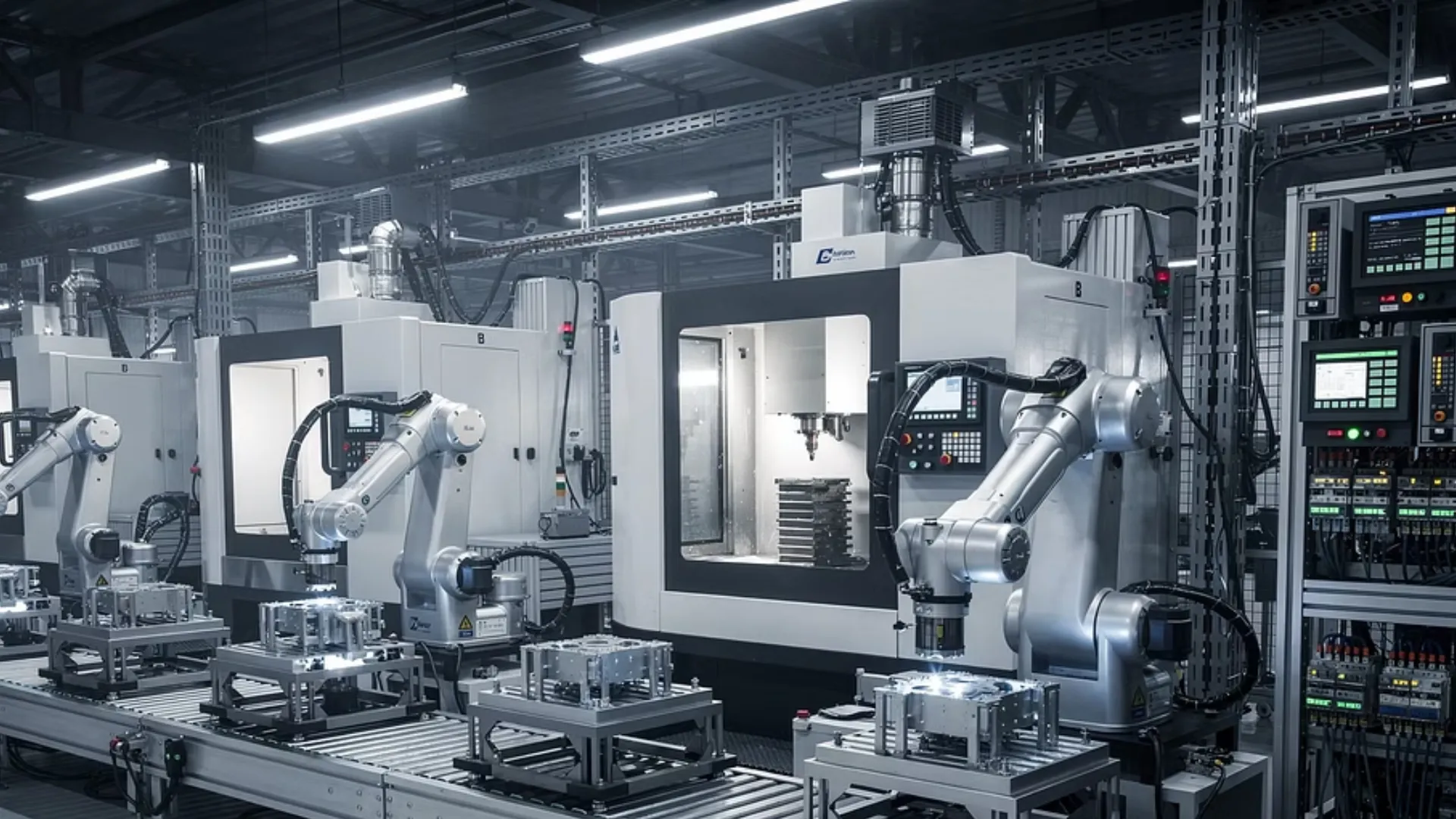
Assembly line automation involves replacing manual assembly operations with controlled systems that carry out the same tasks at greater speed, precision and repeatability. An automated line integrates workstations, robots, transport systems, machine vision and centralised control to assemble products autonomously, reducing human intervention to supervision and maintenance.
Unlike general industrial automation, assembly line automation focuses specifically on assembly operations: component insertion, screwdriving, pressing, adhesive dispensing, sub-assembly welding, dimensional verification and packaging. Each station performs a specific operation and the product advances in a synchronised fashion until the cycle is complete.
At MECVIL we design, build and commission complete automated assembly lines. Our electrical engineering department has delivered more than 18 projects involving robots, PLCs, machine vision and FMS lines for sectors such as automotive, electronics and heavy manufacturing.
Components of an automated assembly line
An automated assembly line comprises several subsystems that work in a coordinated manner. The following table summarises the main components:
| Component | Function | Common technologies |
|---|---|---|
| Workstations | Perform assembly, verification or handling operations | Dedicated tooling, servo presses, dispensers |
| Industrial robots and cobots | Handling, pick & place, pressing, welding | ABB, DENSO, Universal Robots |
| Transport system | Moves the product between stations | Pallet conveyors, linear transfer, AGV |
| Machine vision | Inspection, component verification, robot guidance | Cognex with Deep Learning, 2D/3D cameras, AOI |
| PLC and control | Governs the sequence of operations and inter-station communication | Siemens, Omron, Panasonic, Mitsubishi |
| HMI | Operator interface for supervision and parameter adjustment | Siemens, Omron, Proface |
The selection of each component depends on the product to be assembled, the required cycle time, the level of flexibility needed and the customer's quality standards. At MECVIL we define this architecture during the conceptual engineering phase, before manufacturing any component.
Phases of an automation project
An assembly line automation project follows a structured process from initial analysis through to on-site commissioning:
- 1.Current process analysis: study of existing manual operations, identification of bottlenecks, cycle-time measurement and defect-rate assessment.
- 2.Conceptual engineering: definition of the technical solution, line layout, technology selection, cycle simulation and investment estimate.
- 3.Detailed engineering: 3D CAD design, electrical schematics (EPLAN, See Electrical), PLC and HMI programming, commercial component selection.
- 4.Mechanical manufacture: CNC machining of baseplates, tooling, supports and structures in our 10,500 m² facilities.
- 5.Electromechanical assembly: mechanical, electrical, pneumatic and hydraulic assembly integrated under one roof, with a capacity of 5,000 hours per month.
- 6.Programming and commissioning: PLC, robot, machine vision and HMI programming. Factory Acceptance Testing (FAT) followed by on-site commissioning at the customer's plant (SAT).
This vertical integration, from engineering through to commissioning, is what distinguishes a machinery manufacturer like MECVIL from an integrator that relies on third parties. Every phase is executed in-house, which shortens lead times and ensures technical consistency throughout the project.
When should you automate an assembly line?
The decision to automate an assembly line does not depend solely on production volume. The following indicators justify the investment:
- Insufficient throughput: manual assembly speed cannot meet market demand or contractual commitments.
- High defect rate: manual operations produce repetitive errors that visual inspection fails to catch in time.
- Rising labour costs: direct labour costs exceed the break-even threshold compared with an automated solution.
- Traceability requirements: the end customer demands piece-by-piece traceability, torque records, insertion-force logs or vision-based verification.
- Product variability: multiple references are assembled on the same line and format changes are frequent.
- Demanding work environment: operations involving ergonomic risks, substance exposure or heavy-load handling.
If your process meets two or more of these criteria, automation is likely to deliver a positive return on investment within 12 to 24 months.
Need to assess the feasibility of automating your assembly line?
At MECVIL we analyse your current process and propose a technical solution with an investment estimate and timeline. Speak to our team.
Key technologies: robotics, vision and control
Assembly line automation combines three technological pillars that must work in an integrated manner:
Industrial and collaborative robotics
Industrial robots carry out pick & place operations (using suction cups, grippers or magnetic handlers), pressing, welding and palletising. At MECVIL we integrate ABB and DENSO robots for high-throughput applications, and Universal Robots cobots for stations that require human-robot collaboration without safety fencing.
Machine vision with Deep Learning
Machine vision systems enable 100 % in-line inspection in real time. In our lines we integrate Cognex systems with Deep Learning capabilities for component verification, code reading, weld inspection and robot guidance. These systems go beyond conventional optical inspection: they learn to distinguish between genuine defects and acceptable variations.
PLC control and programming
The PLC is the brain of the line. It governs the sequence of operations, manages inter-station communications, logs production data and executes safety routines. At MECVIL we programme PLCs from the leading manufacturers: Siemens, Omron, Panasonic and Mitsubishi, adapting to each customer's preferred platform.
For a deeper look at industrial process automation from sensor level to the complete line, see our dedicated guide.
Automated assembly lines at MECVIL
At MECVIL we have designed and built multiple automated assembly lines as part of our industrialisation and turnkey 360° project services:
- FMS line MT9 with 5 robots: assembly and depalletising of automotive electronic components, with machine vision and 4 automatic pressing units.
- FMS line V787 with 4 robots: 3 automatic pressing units, 2 plasma stations, adhesive and thermal paste dispensing.
- Line V743: automated assembly with multiple verification stations and full traceability.
These lines represent real projects delivered to automotive-sector customers. Each one was designed, manufactured, programmed and commissioned entirely by the MECVIL team: over 110 professionals, including more than 30 engineers, with an electrical engineering capacity of 1,500 hours per month and an assembly capacity of 5,000 hours per month.
We operate under ISO 9001 certification and have been awarded the CEPYME500 seal as one of Spain's leading growth companies.
Looking for a manufacturer that designs, builds and commissions your automated assembly line under one roof?
At MECVIL we combine 50 years of industrial experience with cutting-edge automation technology. Contact our technical team to explore the possibilities for your project.


